Paglalarawan ng problema: Matapos ang isang taon ng operasyon, ang epekto ng pag-wedging ng mixer shaft (isa lang!) Lumitaw, na hindi ko gaanong binigyang pansin. Nagsimula lang lumiko bago gamitin. Ngunit kamakailan lamang ang baras ay "jammed" nang mahigpit. Ang paunang dahilan ay ang asukal. Marahil, ang kalang ay ang mga kahihinatnan ng caramelization (ang asukal na "kinuha" na bakal tulad ng isang epoxy). Nagpasya akong mag-disassemble at gumawa ng pagkakita ng pagkakamali. At kaagad - nagkaroon ng dalawa pang mga problema.
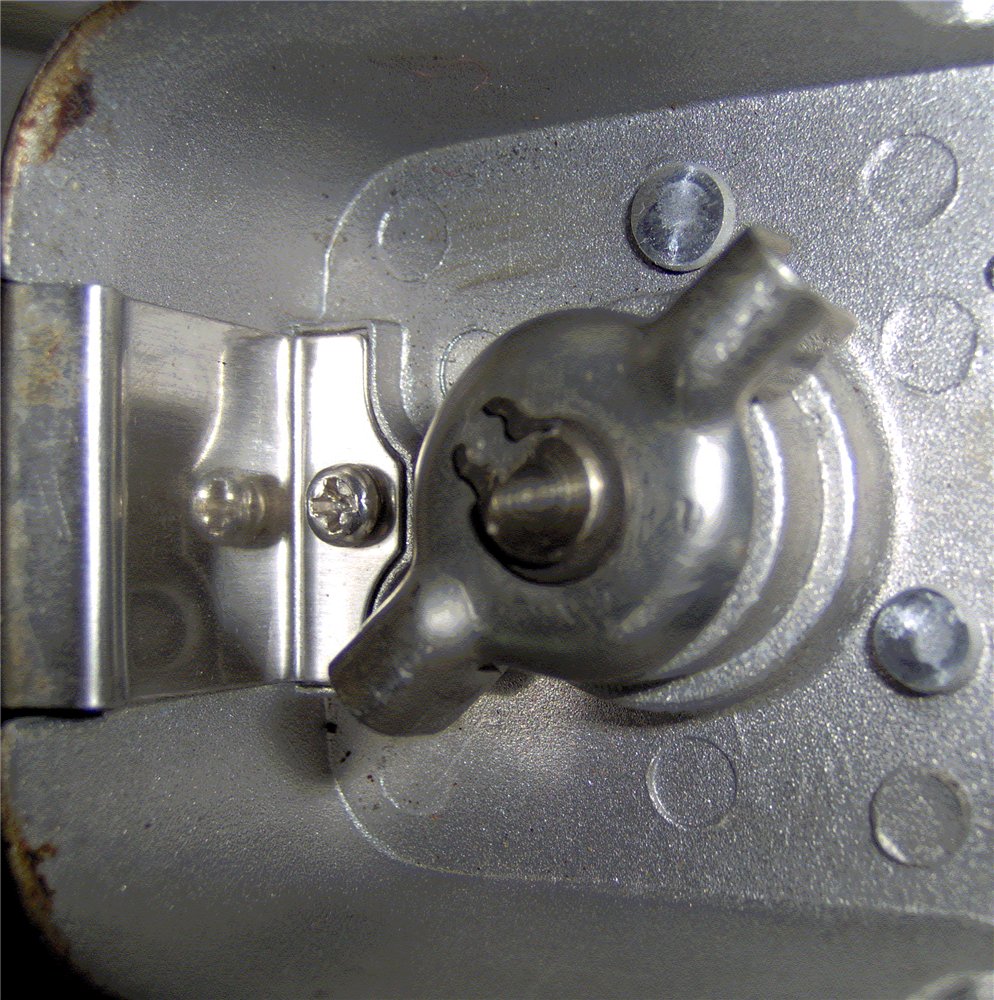
1) Ang baras ay naka-jam, sa tabi ng clip ng spring na "nakalawit" (ang plato naayos na may isang tornilyo, tingnan ang pigura). Maaari itong makita at maimpluwensyahan ang daloy ng syrup sa ilalim ng glandula. Sinimulan kong higpitan ang tornilyo gamit ang isang Phillips screwdriver - pinunit ang mga puwang, at ang tornilyo ay mahigpit na na-jam. Pinilipit niya ito ng sipit ng isang oras. Itinama ko ang thread sa isang gripo at halos gupitin ang ilalim ng kanyang matalim na dulo. Kung ulitin mo ang eksperimento, ipinapayong blunt ang dulo ng gripo sa hasa.
2) Pagkatapos ay nagsimula siyang pindutin ang poste sa pamamagitan ng pag-tap sa ilaw. At pagkatapos ay tumakbo siya dito: lumalabas na sa ilalim ng glandula ng glandula sa baras ay mayroong isang spring washer at isang spring na may diameter na 1.6 mm sa anyo ng isang singsing. Sa tagsibol na ito, sa isang punit na form, pinisil ko ang gum gland, pinunit ito.
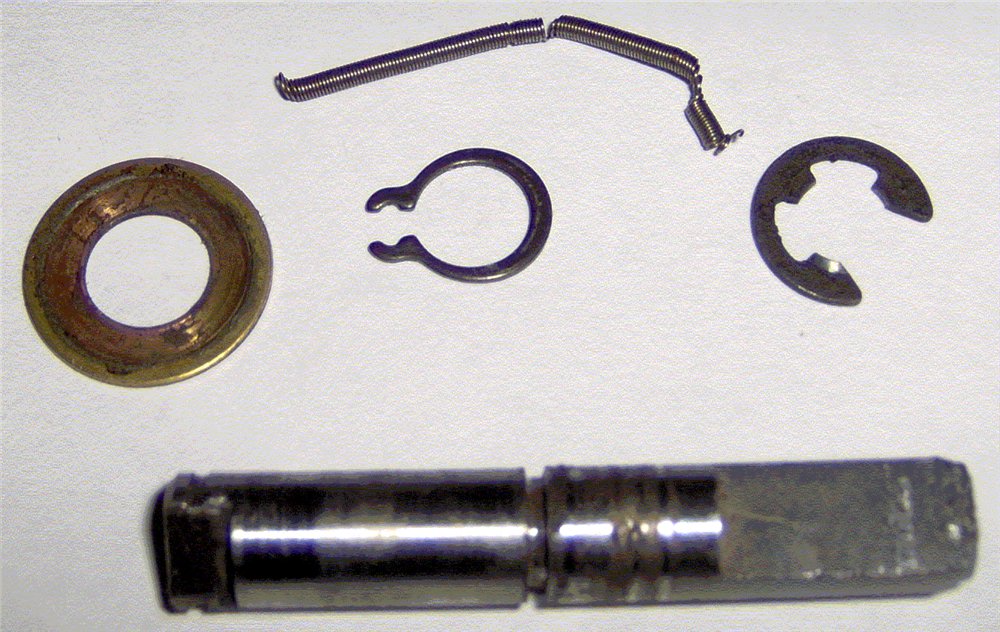
Narito ang isang larawan ng pagpupulong ng pagpapakilos:Baras at accessories
Half-pagkabit

Node ng PSh

Kahon ng sumbrero

Yunit ng panghalo ng SB
Wala akong garantiya para sa kalan. Hindi inaayos ng serbisyo ang timba at hindi nagbibigay ng payo.
Sa mga libro ng sanggunian - walang glandula (reinforced cuffs) 8x18x7 bersyon 2 sa GOST, ngunit sa DIN (import) lamang. Tinatawag ko ang iba't ibang mga kumpanya ng goma, na sa pinakamalapit na pag-access, may iba pang mga produktong goma, ngunit walang kinakailangang oil seal. Ang mga automotive valve stem seal ay hindi magkasya.
Sa pagtingin sa malayo, nahanap ko ito. Mayroong isang mahusay na kumpanya, nagsasalita sila ng isang dalisay na teknikal na wika at handang tumulong. Kumuha ako ng isang timba, pagkain. Mahinahon, na may angkop, sa loob ng 15 minuto sa isang makina ng CNC sa kalahating milyong euro, na may bilis at katumpakan, gumiling ako ng isang selyo na gawa sa goma na lumalaban sa init ng 160 rubles (120 + 40 bawat bilis). Sumasang-ayon ako na i-save ang mga setting sa machine, kung may nais na gamitin ang channel na ito, nalaman ko kung ano ang maaring ipadala ng mga lalaki sa pamamagitan ng koreo. Pumunta ako sa tindahan, bumili ng PMS-200 na grasa (mas malapot kaysa sa PMS-100), grasa ang lahat ng mga rubbing ibabaw ng pagpupulong, mangolekta at maghurno ng tinapay. Ang negatibo lamang ay lumiliko - hindi naghahagis, magaspang ang ibabaw, dumikit ng kaunti, sa palagay ko makakatulong ang langis ng mirasol. Sa tindahan na ito na "CHIP at DIP" (contact - tingnan sa ibaba) posible na mag-order ng grasa sa pamamagitan ng koreo. Presyo -64 rubles.
Mga Larawan:Ito ang aming oil seal
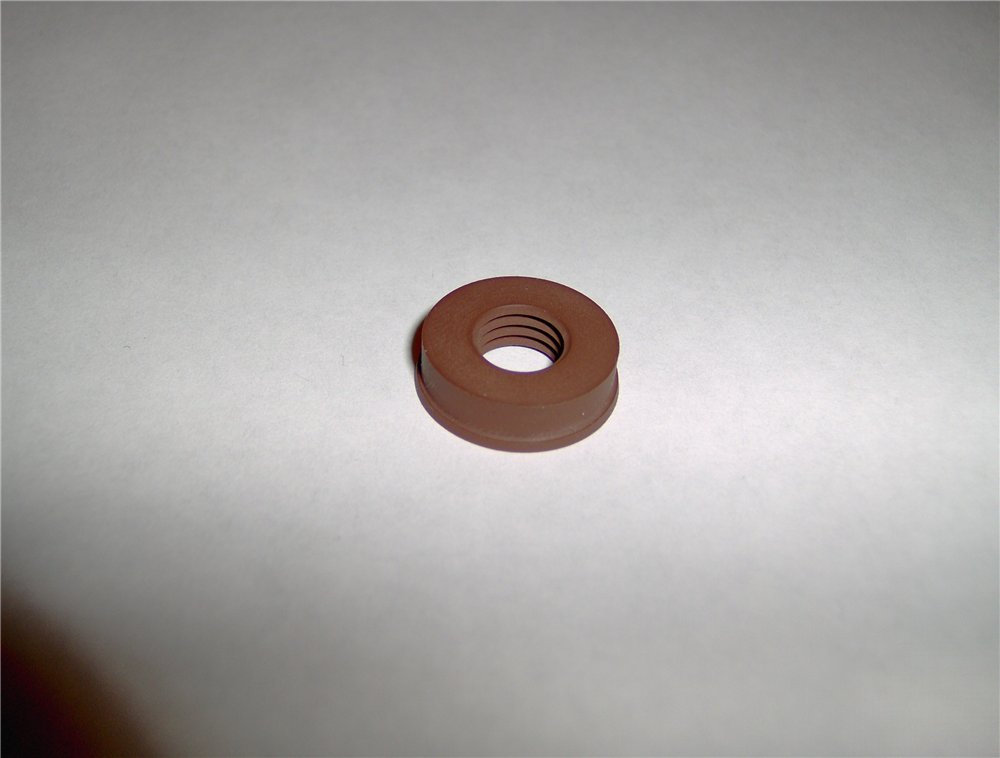
At ito ay nasa balde na siya
Grasa
Ngayon ang pangunahing bagay:Ang isang paunang pag-aaral ng disenyo ng bucket ay nagpakita ng mga sumusunod:
1) Ang takip ng timba ay sapat na malakas. Kung aalisin mo lamang ang nasunog na kuwarta pagkatapos ibabad ito ng kaunti sa maligamgam na tubig at maingat na alisin ang kuwarta gamit ang iyong kamay, ang timba ay magtatagal ng sapat upang makaligtas sa pagkasira ng mga umiikot na bahagi.
2) Ang baras at ang sliding bear (p / w) ay gawa sa hilaw na bakal (Duda ako na ang p / w ay gawa sa grey cast iron, at ang baras ay pinatigas ng kaso). Walang paggiling, dahil hindi ito pinatigas. Malaking backlash - thermal bayad.
3) Ang p / w axis ay hindi coaxial sa axis ng gland bore (marahil ang puwang sa pagitan ng bucket edge at ang butas sa p / w area). Nangangahulugan ito na ang kabayaran na ito ay dahil sa pagkalastiko ng glandula (gland ang singsing ay tumutulong upang mahawak).
4) Ang mga plate-retainer ng spring sa bahagi ng cast ng bucket ay hindi maayos na naayos at hindi nakasentro, pagkatapos ay mayroong isang maling pag-align ng shit ng agitator at ang drive gear shaft. Ito ay ingay at nadagdagan ang pagkasira ng mga pagkabit.
5) Matapos basahin ang isang piraso ng artikulong "Diagnostics ng Moulinex Bread Makers" tungkol sa Mulya sa R&S No. 9 p. ("Ang pagkakaroon ng isang ngipin na sinturon at malaking lapad na gears sa mekanikal na bahagi ng drive ay nagpapasama sa mga likas na katangian ng umiikot na sistema. Ang nasabing sistemang kinematic ay mas matigas kaysa sa tradisyunal na ginagamit ng ibang mga tagagawa.Ito ay may isang hindi gaanong makinis na pagtakbo at nadagdagan ang ingay sa panahon ng operasyon. "), Napagtanto ko na ang lokasyon ng mga mixer ay isang mahalagang punto din. Kung tumayo sila sa ilalim ng 90 degree kapag lumilipat, pagkatapos ay sa sandaling ang kuwarta ay pinutol (kapag ang mga mixer ay nakakatugon) magkakaroon ng isang epekto at microdeformation ng pares ng alitan ...
6) Ang pag-iinspeksyon sa tinanggal na baras (tingnan ang larawan) ay nagpakita na ang pagdikit ng caramelized sugar ay nangyayari din sa lugar ng glandula. Mayroon kaming isang umiikot na cam, kung saan, sa pamamagitan ng mga zone ng hindi pagdirikit ng glandula at ng poste, ang syrup ay pumupunta sa isang sipol sa mas mainit na sona ng p / w. Pagkatapos lumamig - isang kalso.
Napag-alaman:1) Huwag mag-panic!
2) Bumibili kami ng PMS-200 sa pamamagitan ng koreo at nagpapadulas ng sliding pair bago magtrabaho.
3) Sino ang may maraming suot - sa sandaling ang tinapay ay nakuha - i-on ang baras na may isang stirrer o mula sa ibaba para sa pagkabit. Dapat makatulong na maiwasan ang isang kalso, lalo na't ang balde ay mabilis na lumamig. Mangyaring mag-ingat. Mainit ang balde! Kapag bumaba ang temperatura (maaari mong hawakan ang timba), ang problemang timba na walang pagpapadulas ay maaaring ibabad nang buo at pagkatapos, pagkuha ng maligamgam na tubig, hayaang gumana ito sa mode ng pagmamasa upang matunaw ang adhered layer sa baras at sa lugar ng glandula. Huwag lang isawsaw ang mainit na timba. Spoil ang patong.
4) Tungkol sa pagpapadulas. Kung hindi ka makakakuha ng PMS, subukan ang Weldtite Teflon Spray (para sa mga bisikleta). Ito ay may isang mahusay na matalim kapangyarihan, hanggang sa ito ay sumingaw, amoy malupit.
5) suriin ang pangkabit ng mga plato na nabanggit sa itaas. Nang walang pag-aayos, magkakaroon ng pagtaas ng pagkasuot.
Mga Link:------------------------------
Mga likido sa Polymethylsiloxane
Silicone oil PMS-200 (PET na bote na may spout), 20 ML.
Silicone oil (silicone likido) PMS-200 GOST 13032-77 (CAS No. 63148-62-9)
Dinisenyo para sa pagpapadulas ng mga gaanong nakakarga na mga bahagi sa alitan at mga lumiligid na yunit sa mga kagamitan sa bahay, kagamitan sa bahay at tanggapan. Sa mga produkto ng pangangalaga sa kotse - para sa mga lubricating rubber seal, hydrophobic na paggamot ng mga wire at bahagi na may mataas na boltahe.
Ganap na pagkawalang-galaw. Paghiwalay ng likido.
Nagtatanggal ng tubig.
Hitsura: Transparent na likido
Viscosity (centistokes): 200 cSt
Paggawa ng temperatura: -50 hanggang + 2000C
Dami: 20 ML
Pag-iimpake: PET na bote
Pag-iimpake: 10 mga PC. sa pag-urong ng init
www .chip-dip. ru / catalog / show / 2198.aspx Bakit PMS-100?
Dahil naaprubahan ito para magamit sa industriya ng pagkain, halimbawa
www. lakmar.com. ua / catalog / use / 9 /
-------------------------------------------------------------------------
Paggawa ng langis ng langisSPb, matatag na "ROST"
www. rost-holding. ru / tungkol / ang aming R04 profile
www. rost-holding. ru / paggawa / 46 / paggawa92.html Manager - Pavel (una sa kanya)
Machine operator - Ivan
Ang mga mapagkukunan ay nasa kanilang computer
Moulinex \ 5002
dalawang file
bwr04 + r04.PDF
r04 + bwr04.PDF
---------------------------------------------
PSIsang hindi nasubukan na pagpipilian para sa Samodelkins. Iningatan ko ito sa reserba. Idea (hindi nasubukan) - para sa kaso kung kailangan mong agarang gawin, ngunit wala kahit saan na kumuha ng mga ekstrang bahagi (pagmamanupaktura "sa tuhod").
Samakatuwid, ang mga karagdagan ay mas naaangkop dito, ngunit para sa pagpuna.
Dito kailangan namin ng isang EMPTY 16 gauge metal case (hindi sinasadyang natagpuan o naibigay ng isang mangangaso para sa okasyong ito, hindi binili para sa pag-iimbak o iba pang iligal na layunin).
Halaga: Manipis, malakas, angkop na magbutas, base (panimulang butas) para sa pagbabarena ng butas sa gitna.
----------------------
Kaya:
Nag-drill kami ng capsule sa ilalim ng umiiral na mahabang tornilyo at ginagawang mataas ang mga ngipin na 0.5-1.0 mm sa isang file. Geometry - tulad ng isang talim ng hacksaw.
Ang isang matinding kaso ay ang paggawa ng mga notch-ngipin gamit ang isang kutsilyo. Huwag pisilin ng sobra ang manggas upang hindi maging deform. Ipasok ang flat head screw + washer mula sa loob, washer + nut mula sa labas. Humihigpit kami. Nakakakuha kami ng isang end mill.
Susunod, kailangan mo ng isang fluoroplastic (aka Teflon). Ang perpektong kaso ay isang plato o isang sheet. Pagkatapos ay ipinasok namin ang aming tornilyo sa collet chuck ng drill, at gupitin ito sa mababang bilis. Huwag kalimutan ang tungkol sa pag-iingat sa kaligtasan.
Inilabas namin ang kulay ng nuwes, alisin ang tornilyo mula sa collet chuck, itulak ang cut silindro at ang tornilyo mula sa manggas. Muli naming ipinasok ang silindro sa manggas hanggang sa tumigil ito at i-drill ito ng parehong drill na ginamit namin para sa panimulang aklat. Bago ang pagbabarena, inilalantad namin ang drill sa chuck, upang mapunta ito sa lalim ng katawan ng chuck + ang taas ng silindro - 2 mm. Mula sa ilalim, sinusuportahan namin ang silindro na may isang bagay kapag pagbabarena. Susunod, itulak ang hinaharap na oil seal sa labas ng manggas gamit ang drill shank at i-drill ang butas sa karaniwang paraan. Mayroon kaming isang workpiece na may isang centered hole.
Dagdag dito, depende sa nakuha na mga pagpipilian sa taas -2. Kailangan namin ng taas na halos 7 mm.Kung mayroon kaming isang malapit, giling namin ito sa isang balat o file (ilagay ito sa isang file at gilingin ito). Isang mataas na haligi - inilalagay namin ito sa mga washer sa tornilyo, ang tornilyo - sa drill at, tulad ng sa isang lathe, pinutol namin ito ng isang hacksaw talim para sa metal. Teknolohiya - ang pag-ikot ng chuck na "malayo sa iyo", alinman sa isang tao ay may hawak na drill, o i-clamp namin ito, halimbawa, sa isang board, gamit ang karagdagang hawakan ng limiter limiter limiter.
Sa parehong paraan, inaayos namin ang diameter at gumawa ng mga chamfer gamit ang alinman sa isang maliit na file o isang sugat ng liha sa isang pinuno.
Ang pangwakas na operasyon - maingat na muling i-drill ang butas na 7.9 mm gamit ang isang bagong matalim na drill.
Ang Fluoroplastic ay isang materyal na plastik na may permanenteng pagpapapangit, kaya't ang isang pagod na butas ay maaaring maibalik sa isang pindutin (bolt, 2 washers at isang nut).
------------------------------------
Kung sakaling may sunog (TB):
1) kapag pinuputol ang isang kutsilyo. ang talim ay dapat na hilahin ang layo mula sa iyo, obserbahan ang perpendicularity ng hiwa;
2) huwag hawakan ang canvas gamit ang iyong hubad na kamay, balutin ito;
3) kailangan mong mag-ream mula sa magkabilang panig, lalo na ang fluoroplastic (upang hindi mapanghinaan);
4) maglaan ng iyong oras, o sa halip ay piliin ang panlabas na diameter
-------------------------------
Kung mayroong isang plato ng angkop na kapal, maaari kang:
a) gumamit ng isang "ballerina" o mga compass
b) mag-drill, gupitin ng isang kutsilyo sa isang polygon at giling (kahirapan - kailangan mong hawakan nang mahigpit ang file upang alisin ang mga beats)
--------------------------------------
Ang nasabing "handicraft" ay maaaring gumana ng sapat na katagal sa iyong kasiyahan.
-------------------------------------------------------
Karagdagan sa itaas.
Huwag magkasala sa tatak ng langis kung ang baras ay may ovality na 0.1 mm o higit pa, o ito ay nawala sa axis ng butas ng higit sa 0.08 mm: ang cuff leak ay hindi maiiwasan. Hindi ito aalisin alinman sa pamamagitan ng buli ng poste, o sa pamamagitan ng pagpapatibay ng pagpindot ng nagtatrabaho gilid ng karagdagang spring preload (sa pamamagitan ng pagpapaikli ng mga liko). Palitan ang hardware!
Ang salarin para sa isang "masamang" selyo ay maaaring: isang annular uka sa baras (ang resulta ng natural na pagsusuot ng metal) o ang paghihigpit ng kadaliang kumilos ng labi ng cuff sa pagtatapos ng pagsilang. Sa parehong kaso, ilipat ang packing lip kasama ang axis axis
Basahin,
uraldnepr. ru / publ / 1-1-0-15, tamang artikulo. Kinumpirma ulit nito na sa aming alternating pag-load, ang buhay ng baras ay tungkol sa 2 taon. Walang oil seal (reinforced cuff), kahit na ang bago ay hindi makatipid. Ay ang ating
tatak bahagyang gumagana ng kanyang sarili bilang isang p / w at binabawasan ang pagkasira sa baras (pinapagaan ang pagkarga sa pamamagitan ng pagbabago ng balikat, alalahanin ang lakas ng mga materyales). Plus PMS sa pagitan ng mga sealing labi. Samakatuwid, wala kaming pag-aayos, ngunit paggawa ng makabago.
Sumulat kung mayroon kang anumang mga katanungan.Good luck! 






